
Haze in beer used to be the bane of a brewer; sediment, particles, floating "dust" in a beverage, was not desired. Times have changed, and now hazy, unfiltered beers are showing up in beer taps all over. But what is turbidity in beer? Is it a good thing? And how do you measure haze in beer? Read on to find out!
Looking for specific info? Click a section to jump ahead!
- Filtered or Unfiltered Beer, You Need to Measure Turbidity
- Clear, Cold, and Golden, the US Standard
- Protein/Tannin Complex
- Chill Haze vs. Permanent Haze
- Methods of Clarification of Filtered Beers
- Haze Bombs and the Rise of the Opaque IPA
- American Unfiltered Beer
- Reading the Tea Leaves, Well Actually, the FTUs
- Clear and Golden Standards
- Haze Bomb Standards
- Turbidity Study of Filtered and Unfiltered Beers
- By the Numbers
- Accelerated Chill-haze Test
Filtered or Unfiltered Beer, You Need to Measure Turbidity
Turbidity is “the concentration of suspended particles in a sample by measuring the incident light scattered at right angles from the sample.”
ISO 7027, Water Quality: Determination of Turbidity
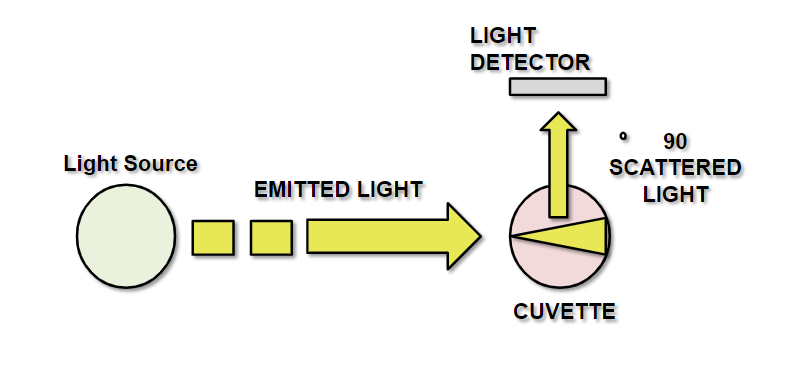
Figure: The Figure above is an example of a simple nephelometer and turbidity measurement.
Beer is not naturally clear, or brilliant. It takes a good amount of work to get beer to clarify. In this instance, clear means bright and non-hazy as opposed to the color of water. Brewers have been working on getting beer bright for decades, if not centuries. When did clear beer become a thing? Most likely about the time brewers worked on cleaning up their yeast, and creating a targeted clean flavor profile. Selecting out a single yeast strain to make the beer consistent went hand-in-hand with the practice of getting yeast and other materials to settle out of the beer when fermentation was done. Historically, British brewers used fining materials like gelatin or isinglass with an electrostatic charge to combine with yeast, thus allowing the combined matter to settle out of the beer. German Engineer Lorenz Enzinger introduced brewers to the plate and frame filter in 1880, passing the beer through cellulose filter sheets to clarify. Filtration obviously was a huge step forward in the process. Now that all of these advances have been made in making beer clear, there is a recent trend to make beers as hazy as possible. While primarily in the US, unfiltered beer is highly sought after. Both styles (clear and hazy) are measurable, and measuring the turbidity will help any brewer maintain consistency between batches.
Clear, Cold and Golden, the US Standard
Protein/Tannin Complex
Proteins, as the main cause of haze formation in beer, are divided into two main groups: first proteins and second their breakdown products. Protein breakdown products are characterised by always being soluble in water and they do not precipitate during boiling. Finished beer contains primarily protein breakdown products.
Turbidity and Haze Formation in Beer, E.Steiner, J Inst Brewing, 2010
To clarify, there are many substances that can cause haze and beer, and they should be mentioned. High trace metal content in brewing water, poorly modified malt or malt with high β-glucan content, excessive amounts of last runnings of the mash, a less than vigorous boil in the kettle, inefficient whirlpool in the kettle to get protein and hop particulate to settle out, non-flocculant yeast, infected yeast or wort, proteins and tannins in suspension from insufficient settling during storage, ineffective filtration, and post packaging high DO or infections, are all factors in the haziness of beer.
For this conversation, let’s assume that generally agreed upon sanitation and manufacturing practices are followed, equipment is maintained, materials monitored, most of the avoidable mistakes avoided, etc. The main focus is the protein/tannin complex that can show up in beer days or weeks after packaging. Since malt can contain as much as 10 - 12% protein, it is a constant source of haze formation. Combined with the tannins [polyphenols] (a component of plant matter from hops and malt husk) the formation of haze is a forgone conclusion. Ironically, certain protein byproducts are needed for proper beer foam and yeast growth. It is other proteins in suspension that can cause problems.
Chill Haze vs. Permanent Haze
Chill haze is caused by low-molecular-weight polyphenols and larger proteins and polypeptides when cross-linked through weak interactions such as hydrogen bonds. Hydrogen bonds are disrupted when the beer warms up, so the particles are only large enough to be visible when beer is cold.
Chill Haze, C. Bird, Oxford Companion to Beer, 2011
To further complicate things, the protein/tannin haze can be temporary [chill haze] or permanent. Post filtration beer that is seemingly brilliant can present problems in later stages of packaging or storage. Haze that is present in cold storage can be identified as chill haze by allowing the bottle or sample to warm to room temperature. The haze will alter or dissipate on warming, making the beer look clear. The haze can reform when the beer is chilled again. While not good news for the brewer, at least it is an indication of where to proceed with the problem.
Methods of Clarification of Filtered Beers
All malt beer is particularly susceptible to either form of haze. Long cold storage periods in cellar tanks help to force the protein/tannin complex so that it will settle out to be easier to filter out. Brewers also can use the process aids in conjunction with cold storage. Silica gel is used to form the complex with protein in beer, while PVPP [polyvinylpolypyrrolidone] is used to form the complex with polyphenols, allowing them to precipitate and be filtered out.
Fining, filtration, or centrifugation are the main weapons in the war on haze. Fining, as discussed, has been employed by brewers for centuries. Filtration involves passing the beer through sheets or screens to remove larger yeast cells and proteinaceous material. Most practices require an initial primary filtration followed by a tighter polish filtration. Originally, centrifugation was a step before polish filtration to reduce the particulate load. Some brewers now rely on centrifugation alone to achieve acceptable clarity. Centrifuged beer can be slightly hazy but still be deemed acceptable for sale and consumption, especially in light of the latest trend of unfiltered beers.

Haze Bombs and the Rise of the Opaque IPA

American Unfiltered Beer
Brilliant beer has been the focus of brewers for the last 100+ years, with the exception of some traditional European styles, such as Wit Beer, Hefeweizen, and Lambic. Recently, American brewers have gone in a different direction, foregoing filtration and allowing the beer to be served hazy. Very hazy. With India Pale Ale as the starting point, they have taken the practice of whirlpool hop additions and dry hopping to an extreme, making hop aroma and haze a key feature of the brew. India Pale Ale is a style of beer that usually has a higher hopping rate and final bitterness [measured in Bitterness Units] than standard Pale Ales. IPA’s in the last 10-15 years have reached the 70-90 BU range, 2-2½ times as much bitterness as a standard Pale Ale. These beers are also are normally dry hopped, meaning that hops are added to the fermenter or secondary storage. This increases the hop aroma of the beer, taking on the character of the hop volatiles. Citrusy, piney or floral aromas are imparted to the beer depending upon the hop variety.
The twist on the style, started in New England, includes reducing the overall BU level [40-50], while increasing the whirlpool and dry hops, usually with some very citrusy varieties. Now being called New England IPA, these brews are hoppy, haze bombs, redolent of citrusy, tropical fruit aromas. It takes a healthy amount of hops to get more aroma, and hopping rates in these beers have increased in many cases from 0.5 lbs per barrel to 2-4 lbs per barrel. Also, certain hop aromatic volatiles are also lost during the boiling process, so larger late kettle hop additions are added as soon as the boil is concluded and whirlpooling begins. Since α-acids from hops are isomerized with heat [boiling] and time, the earlier kettle additions utilize more α-acids than late additions during the 1-1½ hour boil [approx. 34% v. 12%]. This has the effect of reducing the bitterness utilization while retaining more hop aroma. Some brewers use a hop back to help with this process. Wort from the kettle is run through a tank with whole hops covering screened plates, allowing the wort to filter through the hop bed on the way to the fermenter. The most effective method of increasing hop aroma is dry hopping. Aggressive dry hopping, adding 2-4 lbs per barrel to the fermenter, means that there is less measurable iso-α-acid bitterness in the beer, but a marked increase in aroma. Some recent research suggests that oxidation of other hop components will impart perceived bitterness in finished beer along with increased aroma.
Oddly enough, once the desired haze is achieved, the goal is to keep the particulates in suspension. Yes, the haze needs to be shelf stable, such that it doesn’t precipitate out. Brewers wouldn't want to have a barely hazy or worse yet, somewhat brilliant beer after all that dry hopping. So in a bizarre beer world, brewers are measuring the turbidity of beers that have to be above a certain threshold for extended periods. Along with lots of dry hops, using yeast that stays in suspension is a key concern. Powdery yeast will help keep other particulate suspended. The yeast cell wall helps the yeast to attach itself to other yeast, hops, cold break [large flocs of protein and tannins], and even brings particulate to the surface in some top fermenting strains.
Reading the Tea Leaves, Well Actually, the FTUs
Formazin turbidity standards provide a reference scale. This permits the reporting of beer turbidity in terms of formazin turbidity units (FTU).
Formazin Turbidity Standards, ASBC Methods 2006, Beer-27
The American Society of Brewing Chemists Methods includes a chapter on preparing formazin standards by combining hydrazine sulfate and formin in a stock solution that is then diluted in prescribed amounts. Serial dilutions allow for an array of standards that will help identify the turbidity of the sample being tested. Formazin stays in suspension in flint [clear] glass bottles for either a visual comparison or in cuvettes so it can be used for calibration of a turbidity meter. While a visual comparison is effective, samples that are run through the turbidity meter give the most accurate reading.

The Hanna Instruments HI84792 Haze Turbidity Meter is ASBC compliant, and portable enough to carry around the brewery with you to test when and where you need to. Being able to standardize your readings on an automatic turbidity meter is important, and therefore Hanna uses AMCO AEPA-1 standards. These standards are US EPA Compliant, and are more stable than formazin, especially when calibrating to low turbidity levels.

Clear and Golden Standards
The clarity of beer can be categorized into five levels: brilliant (<35 FTU), almost brilliant (35–69 FTU), slightly hazy (69–138 FTU), hazy (138–276 FTU) and very hazy (>276 FTU).
Effects on The Turbidity of Wort and Beer, R.Stewart, et.al., J. Inst. Brewing, 2003
Some results of analysis of filtered golden American lagers show some very low numbers. While <35 FTU as cited above is recognized as brilliant, much lower numbers are fairly common. Beer with less than 10 FTU’s is possible with many of the major US breweries.. As a side note, not all golden beers are that low since all malt Blonde Ales and Pilsners with a decent amount of hops [30-35 BU’s] are on the shelves. Some of these brews are even dry hopped. Golden beers that are centrifuged and not filtered are also available and will show a higher turbidity value [70+ FTU’s]. Major commercial beers are more likely to be filtered and lower FTU’s no matter what color the beer is.
Haze Bomb Standards
Unfiltered beers can vary a great deal with readings well over the 250 FTU range. Results of the finished haze depend on a number of factors, including ingredient selection, mashing regimen, hopping, yeast selection, cellar program, centrifugation and packaging specifications. Some breweries prefer to dial in a target haze using one or a number of the methods listed. The advantage is that there is some stability, even if there is a relatively large amount of particulate in suspension. While there is not much information on turbid beer haze numbers, breweries with a centrifuge can adjust the speed and back pressure to help determine turbidity. One commercial separator company states that if the beer feed to their centrifuge is < 10 million yeast cells/ ml, the brewer can achieve a discharge of 0.5 million yeast cells/mL. In this case, this procedure is recommended before filtration, but the numbers could be applied to an unfiltered product when looking for a consistent cell concentration in the finished package. Turbidity meters are then often used to establish a final haze specification.
Turbidity Study of Filtered and Unfiltered Beers
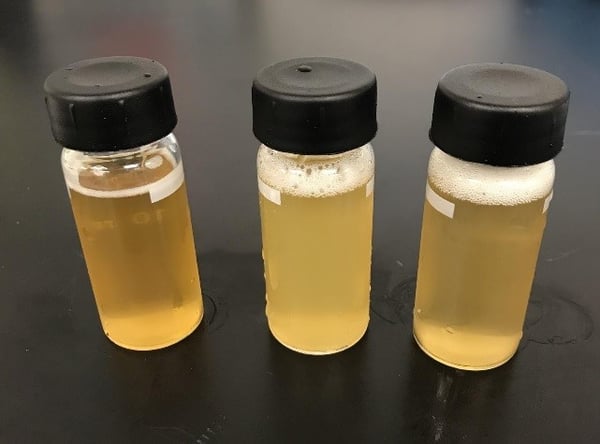
Left to Right: Regional & Craft Brewery 3, Regional & Craft Brewery 1, Regional & Craft Brewery 3. All are unfiltered.
To get a better understanding of the difference between filtered and unfiltered finished beer turbidity, 3 samples of filtered and 3 samples of unfiltered commercially available canned beer were purchased locally for a series of turbidity readings. Samples were chilled, degassed and placed in the Hanna Turbidity Meter HI847492 using the following protocol for haze readings:
- Calibrate Turbidity Meter using Formazin Turbidity Standards [<0.10, 15.0, 100, 800 - HI 88703-11]
- Apply silicone oil [HI 93703-58] to exterior of cuvets and wipe with microfiber cloth [HI 731318]. Eight cuvets per sample.
- Pre-chill cuvets in ice-water bath.
- Rinse cuvets with beer, pour sample into cuvets, cap and return to ice-water bath.
- After 20 min, remove cap on sample, stir with temperature probe to degas.
- When sample reads 1°C (34°F), recap, wipe cuvet with microfiber cloth and read immediately.
- Eight readings per sample. [Samples kept in ice bath between readings.]
| Filtered Samples, Major US Breweries | |||||||||
| Brand | FTUs (Sample Replicates) | Average | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| Major US Brewery 1 | 2.10 | 2.66 | 2.52 | 2.73 | 2.11 | 2.31 | *** | 3.13 | 2.51 |
| Major US Brewery 2 | 2.77 | 1.96 | 4.93 | 2.00 | 1.85 | 3.69 | 3.50 | 3.04 | 2.97 |
| Major US Brewery 3 | 3.66 | 2.04 | 2.20 | 2.80 | 2.50 | 3.00 | 2.35 | 3.87 | 2.80 |
***Sample was a significant outlier (P < 0.05).
| Unfiltered Samples, Regional or Craft Breweries | |||||||||
| Brand | FTUs (Sample Replicates) | Average | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| Regional & Craft Brewery 1 | 477 | 413 | 500 | 515 | 476 | 455 | 521 | 512 | 485 |
| Regional & Craft Brewery 2 | 214 | 231 | 307 | 220 | 239 | 296 | 187 | 272 | 246 |
|
Regional & Craft Brewery 3 |
78.9 | 87.7 | 79.6 | 85.8 | 99.1 | 91.1 | 85.0 | 90.1 | 86.0 |
By the Numbers
Major US lagers are in a tight group. They have been producing brilliant, golden lager for decades with the focus on shelf stability. No real surprises with their results. The exceptions are more likely with the smaller breweries making golden beers like Pilsner, Helles, Kolsch, and Cream Ale. These brands will have higher FTU readings, especially if the beers are dry hopped or centrifuged in a single pass.
The unfiltered beers from the regionals show a much wider range of turbidity. The filtered beer samples only vary by 0.17 FTUs, while there is a 399 FTU difference between the Regional & Craft Brewery 1 and the Regional & Craft Brewery 3. Many craft brewers now aspire to have a super hazy beer. At many of the online beer rating sites, the hazier the better, much like the higher BU brews of the last decade that were considered more desirable [to some]. As one brewer put it, having the most bitter IPA on the market was like a restaurant having the hottest Mexican dish. You don’t think the food was authentic unless you burned your mouth. We may be at that stage with haze. If you can see through the beer, it isn’t hazy enough.


Accelerated Chill-haze Test
It has been shown that storage of beer at elevated temperatures for relatively short periods of time will result in a chill-haze level similar to that found in the same beer after prolonged storage at room temperature.
Physical Stability, Accelerated Chill-haze Test, ASBC Methods 2006, Beer-27
For further study, it is worth mentioning that there are tests that help confirm possible haze development over time in filtered beer. ASBC has a method called the Accelerated Chill-haze Test that exposes packaged beer to 7 days at an elevated temperature [40°, 50° or 60°C] to replicate 3 months on the shelf. Samples need to be tested for chill haze as soon as practical after packing [initial haze after chilling], then retested after the incubation process, following the same method in both instances [Total Haze After Chilling]. This will give a better indication of the effectiveness of the clarifying process.

Have questions?
Contact a Hanna Technical Specialist at sales@hannainst.com, the chat in the lower right-hand corner of the screen, or contact your local Hanna office.
